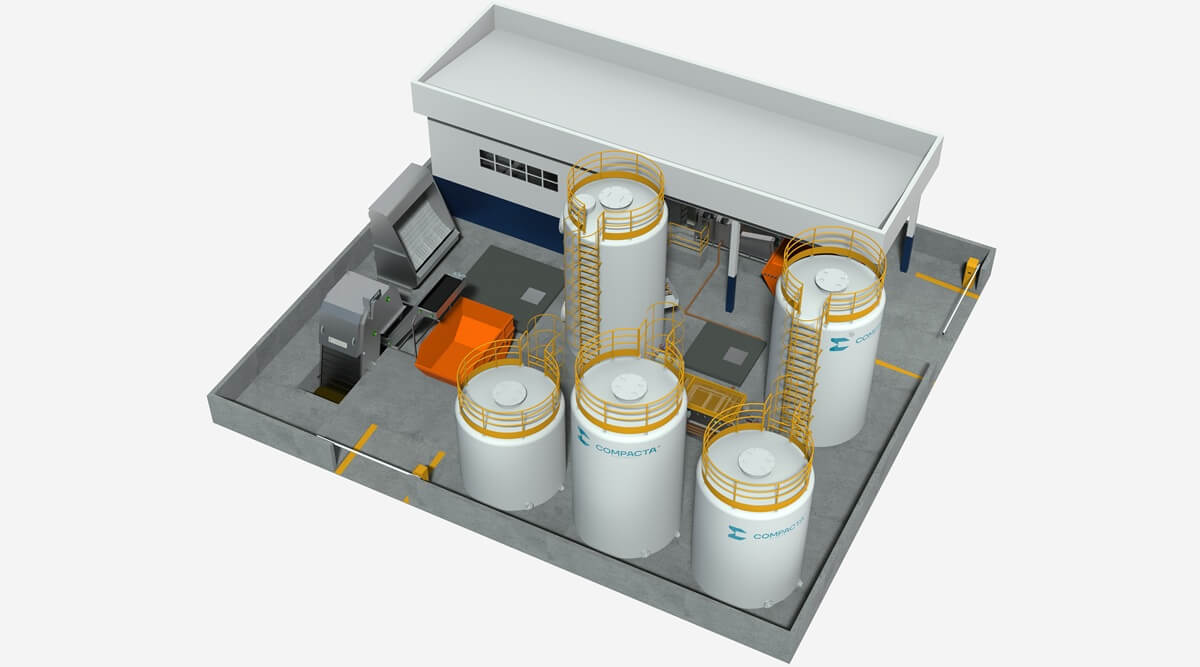
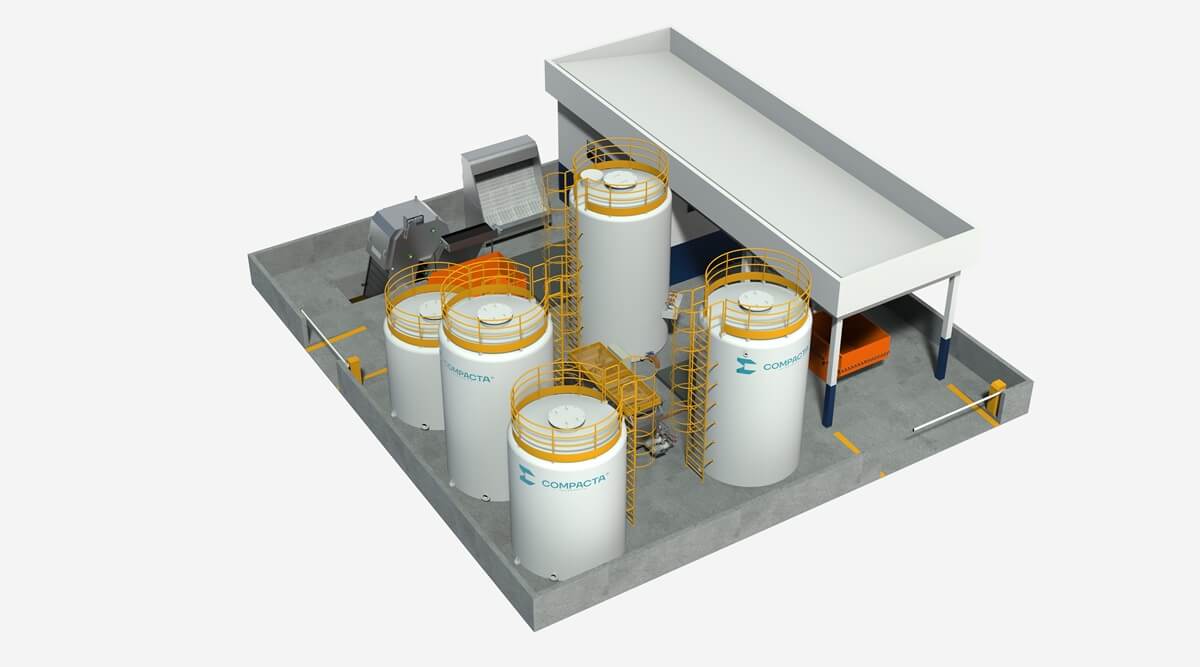
A Estação de Tratamento de Efluentes Industriais (ETE) – Solution II da COMPACTA SANEAMENTO é uma ótima solução para despejos provindos de diversos tipos de indústrias. Empregada em efluentes com carga orgânica elevada e/ou que contenham alto teor de sólidos dissolvidos. A estação utiliza os sistemas de tratamento UASB, flotador por ar dissolvido, sistema de lodos ativados e prensa desaguadora de discos para desidratação do lodo.
O tratamento biológico inicial com o UASB reduz a carga orgânica presente e parte dos sólidos dissolvidos. O Flotador por Ar Dissolvido age removendo os sólidos suspensos. Em seguida, por vias aeróbias e anaeróbias é realizado o tratamento por lodos ativados com remoção de nutrientes. O efluente ao final do tratamento tem os seguintes parâmetros reduzidos: DBO, DQO, Sólidos Suspensos Totais (SST), nutrientes (fósforo e nitrogênio), Coliformes Totais, óleos e graxas. Com isso, o efluente resultante atinge os parâmetros estabelecidos pela legislação vigente, podendo ser realizado o descarte ambientalmente adequado.
Aplicação
A Estação de Tratamento de Efluentes Industriais – Solution II é indicada para o tratamento de efluentes dos seguintes segmentos industriais:
● Indústrias de Produtos de Limpeza
● Lavação de Bombonas
● Indústrias de Ovos
● Indústrias de Cosméticos e Farmacêuticas
● Indústrias Alimentícias
● Indústrias Químicas
● Indústrias de Papel e Celulose
Funcionamento
A Estação de Tratamento de Efluentes Industriais (ETE) – Solution II inicia o tratamento com um sistema de gradeamento adequado, para a remoção dos sólidos grosseiros. A escolha do sistema de gradeamento varia de acordo com tipo de efluente, sendo recomendado para grandes vazões sistemas mecanizados. Em seguida, o efluente passa para um equalizador, onde ocorre a homogeneização do efluente, absorção de picos e se necessário a correção do pH. O equalizador bombeia o efluente com a vazão ajustada de modo contínuo para o UASB.
O UASB (Upflow Anaerobic Sludge Blanket) é um reator anaeróbio de fluxo ascendente de alta eficiência. O tratamento anaeróbio exige um equilíbrio entre a proporção de carbono, nitrogênio e fósforos, podendo às vezes ser necessário dosar os dois últimos. O efluente entra na parte inferior do equipamento, onde a atividade microbiológica é intensa, chamada de manta de lodo. Ao longo de todo
o UASB, manta e leito, ocorre a estabilização da matéria orgânica. A remoção dos sólidos suspensos ocorre pela fixação no lodo, que se concentra no fundo do reator. O lodo é retirado periodicamente do
UASB e encaminhado para o adensador.
Em movimento ascendente, o efluente percorre as diferentes zonas do reator. As partículas mais densas e granulares se acumulam na base, enquanto um lodo mais leve e disperso compõe a camada seguinte. O sobrenadante é a camada mais elevada do UASB, sendo formado por um líquido límpido que é coletado e segue para o primeiro tanque pulmão.
Os processos anaeróbios como o UASB têm como característica natural a formação de biogás, composto principalmente por metano. A remoção desse subproduto ocorre através da captura na parte central e superior do equipamento. O biogás pode ser tratado através de filtros de carvão ativado e para vazões maiores de efluente é necessário a instalação de um queimador.
O primeiro tanque pulmão recebe o efluente tratado proveniente do UASB. A função desse tanque é manter a continuidade do fluxo de tratamento. Recebe o efluente do UASB, um processo contínuo, e armazena temporariamente até que seja necessário bombear o efluente para o flotador por ar dissolvido, um processo descontínuo.
No Flotador por Ar Dissolvido ocorre a remoção das partículas em suspensão, óleos e graxas. O tratamento inicia com as dosagens de alcalinizante, coagulante e por último de polímero, em locais distintos. Os químicos atuam no efluente, a fim de formar flocos de lodo, constituídos pelos poluentes
ali presentes. Na câmara de flotação, o efluente floculado passa por uma câmara de mistura e se agrega às microbolhas de ar. A baixa densidade do ar contribui para que a mistura microbolhas/flocos se acumule na superfície. Os poluentes em forma de lodo são removidos por raspagens e encaminhados para o adensador. O efluente tratado segue para o segundo tanque de pulmão.
O segundo tanque pulmão tem como função realizar a transição entre o flotador, que opera de forma descontínua, e o processo por lodos ativados, que atua de modo contínuo. O tanque armazena o efluente e bombeia continuamente o efluente para o tratamento por lodos ativados, a uma vazão previamente estabelecida.
O tratamento por lodos ativados é composto por etapas aeróbias e anaeróbias. Dentre os compartimentos desta etapa temos os reatores anaeróbio, anóxico e aeróbio, além do decantador secundário.
No tratamento por lodos ativados, o efluente é introduzido no reator anaeróbio de forma controlada. O compartimento anaeróbio também recebe o lodo gerado no decantador secundário.
Neste reator, micro-organismos armazenadores fósforo absorvem esse componente. O fósforo é então transferido da fase líquida para o lodo, enriquecendo-o.
No reator anóxico, o líquido proveniente do compartimento anterior é misturado com uma quantidade estipulada de líquido nitrificado, oriundo do reator aeróbio. Neste ambiente com oxigênio escasso e presença de nitrato, a desnitrificação é facilitada, resultando na oxidação da matéria carbonácea e na liberação de nitrogênio na forma gasosa.
Em seguida, no reator aeróbio ocorre a aeração e mistura do efluente com as bactérias em forma de lodo ativado. A eficiente floculação biológica no tanque de aeração facilita a decantação, etapa subsequente. Uma porção do líquido, agora nitrificado, retorna para o reator anóxico, enquanto outra parte dos flocos se agruparam, formando um biofilme que promove a degradação das cargas orgânicas.
No decantador secundário, a força da gravidade e a geometria do tanque favorecem a deposição do lodo no fundo do compartimento. Nesse compartimento também acontece a coleta do líquido flotado, que retorna para o reator anaeróbio, juntamente com o lodo em excesso, preservando as bactérias no sistema. O líquido clarificado segue para desinfecção.
No tanque de contato é adicionada uma solução oxidante ao efluente. O tratamento é otimizado pela ação de um difusor, que atua na mistura entre o líquido tratado e a solução oxidante. O objetivo dessa última fase é promover a desinfecção, eliminando os micro-organismos patogênicos. Ao final do processo, o efluente industrial tratado atende rigorosamente aos padrões estabelecidos pela legislação ambiental em vigor, garantindo que suas propriedades estejam dentro dos limites regulamentados.
O lodo em excesso formado ao longo do processo é transferido para o adensador de lodos. A prensa desaguadora de discos realiza a desidratação do lodo adensado. Tem como finalidade reduzir o volume do lodo, para seu posterior descarte, reduzindo custos de transporte. O lodo é introduzido na prensa e nele é acionado uma solução polimérica, que é preparada pela própria prensa de modo contínuo. A mistura gera um lodo floculado que é transportado por um helicoide central entre os discos da prensa. O líquido do deságue é eliminado pela lateral dos discos, e retorna ao tratamento. O lodo desidratado é coletado na outra extremidade de helicoide e armazenado até que seja realizado o descarte adequado.
Automação
A automação utilizada na Estação de Tratamento de Efluentes Industriais (ETE) – Solution II dependerá principalmente das flutuações do efluente, considerando tanto a vazão quanto a composição. Os efluentes industriais podem apresentar alto nível de complexidade no tratamento. Uma mesma planta industrial pode gerar efluentes variados mensalmente e às vezes até diariamente, sendo essa característica intrínseca ao processo produtivo. As razões são variadas, como trabalhar com produtos diversificados, sazonais ou até mesmo durante o período que é realizada a lavagem das máquinas. Variações como essas influenciam diretamente na vazão e nos parâmetros do efluente como DBO, DQO, Sólidos Dissolvidos, pH, Sólidos Suspensos, nutrientes, Óleos e Graxas… O nível de automatização da estação de tratamento de efluentes deve ser preestabelecido e especificado sempre de acordo com o processo produtivo como um todo. Entre as automações oferecidas pela COMPACTA SANEAMENTO para a ETE – Solution II temos as seguintes opções:
CLP: recebe os dados dos sensores instalados pela planta, as informações são processadas conforme programação e as ações de controle são executadas, como iniciar/parar bombas e regular as bombas dosadoras. A programação do CLP pode ser realizada para responder automaticamente a mudanças nas
condições do processo, garantindo que a operação seja eficiente e segura.
Bombas dosadoras: utilizadas para dosar de modo preciso os produtos no tratamento. O controle das dosadoras pode ser realizado através de CLPs, que ajustam as dosagens de acordo com os dados de monitoramento. Podem ser implantadas no equalizador, para regular o pH, e no UASB, para regular a
quantidade de nutrientes.
IHM: centraliza as informações fornecidas pelos CLPs da estação. Facilita o monitoramento ao concentrar o acompanhamento dos parâmetros em um mesmo local da planta. Possibilita também o armazenamento de dados para realização de análises históricas e otimização do equipamento.
Telemetria: coleta as informações in loco e proporciona o monitoramento e controle do tratamento a distância. O acompanhamento em tempo real da planta reduz o tempo de inatividade da estação. Os dados e alertas recebidos permitem que os ajustes sejam realizados em tempo hábil. A análise do desempenho permite a otimização da operação.
A COMPACTA SANEAMENTO fornece os melhores serviços, com foco na excelência do atendimento e na utilização de tecnologias de ponta. Nossas Estações de Tratamento de Efluentes Industriais apresentam soluções inovadoras, projetadas para garantir tratamentos de alta qualidade e contribuir para um mundo mais sustentável.